KẾT NỐI BIẾN TẦN VỚI PLC MITSUBISHI VỚI BIẾN TẦN M200 NIDEC, CÁCH NỐI DÂY VÀ LẬP TRÌNH PLC ĐIỀU KHIỂN BIẾN TẦN
PLC chất nhận được thực hiện linh hoạt các thuật toán tinh chỉnh và điều khiển logic thông qua ngôn ngữ lập trình. Vì đó, cách thức điều khiển đổi mới tằng bởi PLC để giúp kiểm rà việc quản lý với độ đúng đắn cao, đóng góp thêm phần làm tăng tuổi thọ của dòng sản phẩm móc. Bạn đang xem: Kết nối biến tần với plc mitsubishi
1. Tổng quan tiền về PLC
PLC là từ bỏ viết tắt của Programmable logic Controller tức thị bộ điều khiển và tinh chỉnh Logic có thể lập trình được. Khác với những bộ điều khiển và tinh chỉnh thông thường, PLC gồm khả năng thay thay đổi thuật toán điều khiển dựa vào người lập trình vày vậy mang lại phép thực hiện tại linh hoạt tất cả các vấn đề điều khiển.
Hiện nay có tương đối nhiều hãng chế tạo PLC như Siemens, Rockwell, Omron, Mitsubishi, INVT, Delta… ngữ điệu lập trình là LAD (Ladder lô ghích – kiểu dáng thang), FBD (Function Block Diagram Khối chức năng), STL (Statement menu – Liệt kê lệnh) trong các số đó Ladder lô ghích là ngôn từ lập trình PLC được sử dụng thông dụng hiện nay.
2. Cấu trúc và nguyên lý thao tác làm việc của PLC
2.1. Thành phần chính của PLC
Nguồn cấp: điện áp sử dụng thường 24VDC, và 120-240VACBộ nhớ chương trình: RAM, ROMBộ vi giải pháp xử lý trung trọng điểm CPU đóng vai trò là khối óc của PLC, dùng làm xử lí những phép toán súc tích và điều khiển các thông tin giữa các module.Module đầu vào: nhận các tín hiệu trong quy trình điều khiển chuyển vào bộ xử lí trung tâm, đầu vào có thể là những nút nhấn, switch, cảm biến áp suất,…Module đầu ra: là thiết bị để PLC gởi những chuyển đổi ra tổ chức cơ cấu chấp hành như các tính hiệu kiểm soát và điều chỉnh quá trình, động cơ, relay,…Thiết bị lập trình: được áp dụng để nhập chương trình mong ước vào bộ nhớ lưu trữ của CPU. Nó có thể là: máy vi tính hoặc laptop, cùng nó chỉ cần kết nối với PLC những bao giờ cần chỉnh sửa và biến hóa chương trình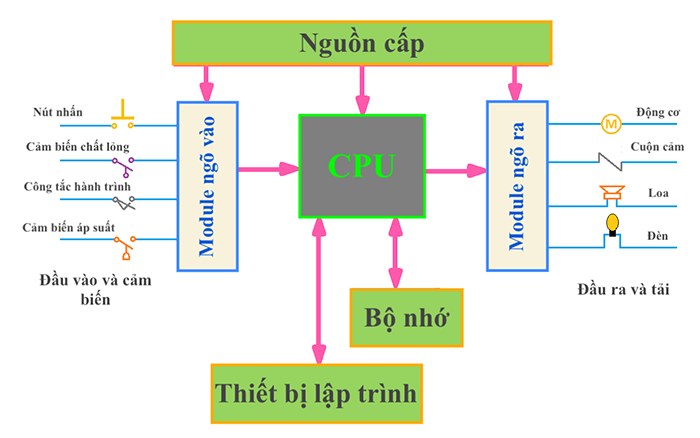
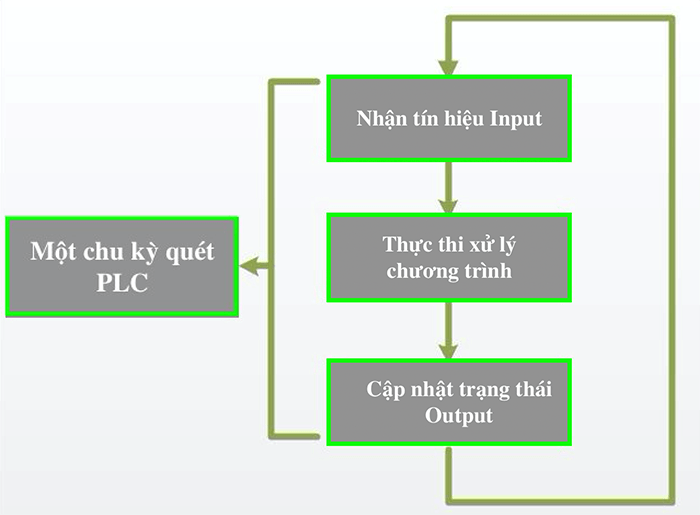
2.2. Nguyên lý thao tác làm việc của PLC
2.3. Ưu điểm với nhược điểm PLC
Ưu điểm: Cấu trúc dạng gắn thêm ghép các module gọn gàng gàng, dễ sửa chữa thay thế và thêm đặt.Phần cứng dễ dàng bảo vệ và sửa chữa.Khả năng chống nhiễu tốt trong môi trường thiên nhiên công nghiệp.Chương trình lập trình thay đổi linh hoạt, vận tốc điều khiển nhanh, độ đúng chuẩn cao.Cho phép giao tiếp kết nối với tương đối nhiều thiết bị nước ngoài vi khác.Nhược điểm:Giá thành cao, quan trọng đặc biệt đối với 1 số dòng sản phẩm từ châu Âu.Yêu cầu người sử dụng phải có kỹ năng chuyên môn.3. Sử dụng PLC điều khiển và tinh chỉnh biến tần
3.1. Tiện ích sử dụng PLC điều khiển và tinh chỉnh biến tần
Trong hệ thống điều khiển và giám sát tự động hóa hóa, PLC nhập vai trò bộ điều khiển trung trung ương và vươn lên là tần nhập vai trò tổ chức cơ cấu chấp hành. Việc phối hợp PLC và đổi thay tần giúp vươn lên là tần chuyển động dựa theo giải thuật điều khiển và tinh chỉnh của PLC hình như PLC chủ động kiểm tra trạng thái vận động và kiểm soát điều hành lỗi thẳng trên đổi thay tần từ đó chuyển ra những tín hiệu điều khiển kịp thời, bảo đảm hệ thống chuyển động chính xác, ổn định đồng thời bảo vệ biến tần và những thiết bị chấp hành khác.
3.2. Phương thức PLC điều khiển và tinh chỉnh biến tần
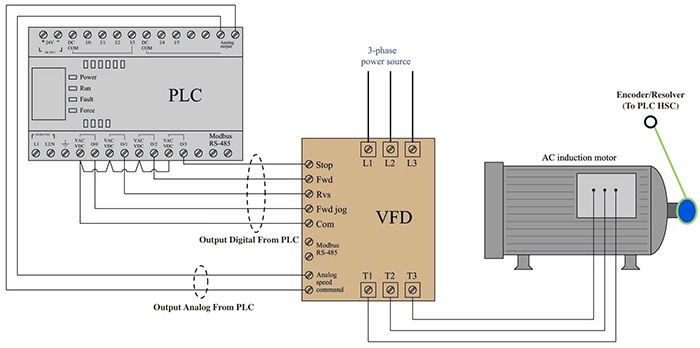
PLC liên kết với trở nên tần bằng đấu nối dây điều khiểnPhần cứng I / O liên kết dây điều khiển được cho phép các khối hệ thống bên dường như lệnh và đo lường và thống kê VFD bằng các tín hiệu digital hoặc analog. Ví như sơ trang bị mô bỏng sau
Các PLC xuất các tín hiệu Digital để tinh chỉnh và điều khiển các tinh thần như stop, quay thuận cù nghịch, hoặc tác dụng điều khiển đa nhanh độ. Đồng thời biến đổi tấn sẽ phản hồi những biểu thị digital nhằm báo tinh thần của hộp động cơ (running), báo lỗi (fault),… mang lại PLC.Đối với bộc lộ Analog thì PLC có tác dụng xuất ra các tín hiệu như 0…10V, 1…5V, 4…20mA, 0…20m
A để điều khiển vận tốc của phát triển thành tần. Đồng thời biến hóa tần có thể xuất bộc lộ analog nhằm phản hồi vận tốc lại đến PLC.PLC rất có thể đọc được bộc lộ HSC tự encoder nhằm tính tốc độ của bộ động cơ hoặc xuất dấu hiệu HSC để điều khiển và tinh chỉnh biến tần.
Xem thêm: Phương Pháp Ép Cáp Màn Hình Samsung S8 Lấy Liền, Chất Lượng, Just A Moment
Điều đầu tiên bọn họ cần chú ý là PLC của mỗi hãng sẽ không còn nhất thiết sẽ cung ứng chung 1 giao thức truyền thông. Ví dụ, hầu như PLC của hãng Siemens sẽ hỗ trợ PROFINET, so với PLC hãng sản xuất Rockwell thì cung ứng giao Ether
Net / IP và PLC của Schneider cung ứng Modbus TCP. Hình như còn tương đối nhiều giao thức khác tùy theo ứng dụng và anh tài của từng nhiều loại mạng chúng ta có thể lựa lựa chọn mạng truyền thông cân xứng với yêu mong mỗi hệ thống.
Đối với mỗi giao thức media thì vẫn sử dụng những loại cáp cũng như các cổng truyền trang bị lí say đắm hợp không giống nhau (RS232, RS485, RJ45,..). Hệ thống dây mạng media phải bóc tách biệt ra khỏi bất kỳ đường dây điện cao thế nào để kháng trường vừa lòng nhiễu làm tác động tới unique truyền, và kết cấu của dây thông thường có một lớp shield phòng nhiễu.
Những ưu thế của việc sử dụng mạng truyền thông là dễ setup và độ tin cậy cao. Người dùng sẽ tiết kiệm chi phí được số dây dẫn trong khối hệ thống điện.
Nhược điểm của việc áp dụng mạng truyền thông media PLC là giá cả cao với tính linh động hạn chế.
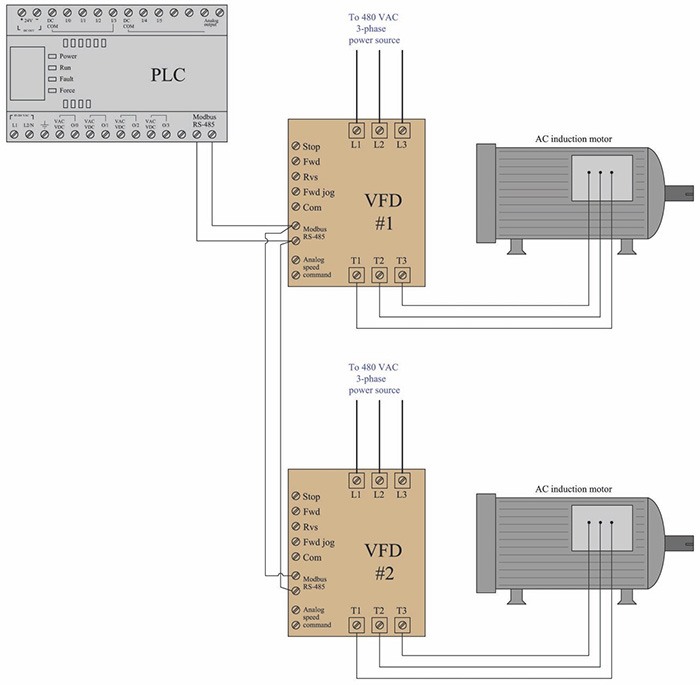
Trong thực tiễn thì giao thức Modbus RTU là giao thức được sử dụng phổ biến bởi hầu hết các nhà cung cấp. Bằng phương pháp sử dụng giao thức modbus Rtu ta rất có thể điều khiển biến đổi tần các lệnh tương tự với bài toán đấu dây tinh chỉnh như: stop, quay thuận, xoay nghịch, điều khiển tốc độ,… tuy nhiên với số lượng dây ít hơn (2 dây RS485). Ngoài ra PLC còn hoàn toàn có thể đọc được những dữ liệu của biến tần mà trước đây với khối hệ thống nối dây thông thường không làm cho được như: phát triển thành tần sẽ hỗ trợ các vùng nhớ để lưu mã lỗi như lỗi thừa dòng, thiếu áp,…
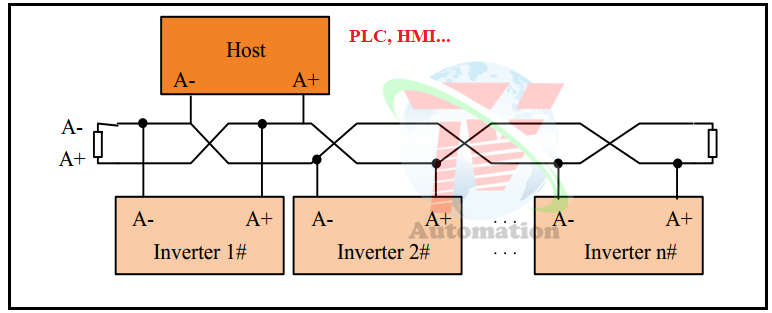
Ngoài ra 1 điểm mạnh khác của chuẩn chỉnh modbus nó rất có thể hỗ trợ PLC liên kết và điều khiển và tinh chỉnh 247 sản phẩm công nghệ slave rõ ràng ở đó là biến tần chỉ cần thông qua 2 đường dây dẫn (RS485), rất có thể xem hình minh họa sau đây:
Nhược điểm của việc thực hiện mạng modbus so với việc đấu dây điện thông thường là :
Tốc độ đánh giá của mạng modbus sẽ chậm hơn do PLC cấp thiết đồng thời phát nhiều lệnh khác nhau trên đường truyền mạng. Ví dụ khi muốn điều khiển và tinh chỉnh biến tần cù thuận với vận tốc 1000v/p thì nên phát 2 biểu thị riêng biệt.Trong mặt đường truyền modbus ví như một dây bị loại bỏ hóa ( lỏng vít, đứt dây) thì đang gây vô hiệu hóa toàn khối hệ thống mạng.Để biết thêm chi tiết về phương thức điều khiển trở nên tần bằng PLC, vui lòng liên hệ hotline 18006567 (miễn cước gọi) nhằm được hỗ trợ nhanh chóng.
Byte địa chỉ: xác định thứ mang showroom được thừa nhận dữ liệu (đối với Slave) hoặc dữ liệu nhận được từ add nào (đối cùng với Master). Địa chỉ này được hình thức từ 0 – 254Byte mã hàm: được hiện tượng từ Master, khẳng định yêu cầu dữ liệu từ sản phẩm Slave. Ví dụ như mã 01: gọi dữ liệu tàng trữ dạng Bit, 03: đọc tài liệu tức thời dạng Byte, 06: ghi tài liệu dạng byte vào Slave, 15: ghi tài liệu nhiều bit vào SlaveByte dữ liệu: xác định tài liệu trao thay đổi giữa Master và SlaveByte CRC: 2 bytes kiểm soát lỗi của hàm truyền. Cách tính giá trị của Byte CRC 16 Bits3. Liên kết phần cứng PLC tập đoàn mitsubishi FX3U và Sinee A90 (MODBUS PLC mitsubishi FX3U với đổi mới tần SINEE A90)
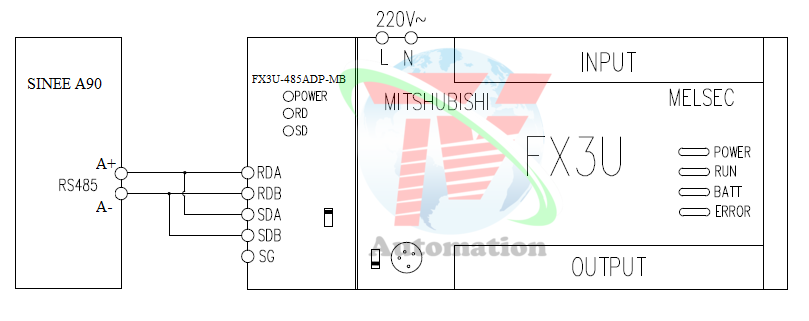
4. Cấu hình thiết lập các thông số media biến tần Sinee A90 (MODBUS PLC tập đoàn mitsubishi FX3U với phát triển thành tần SINEE A90)
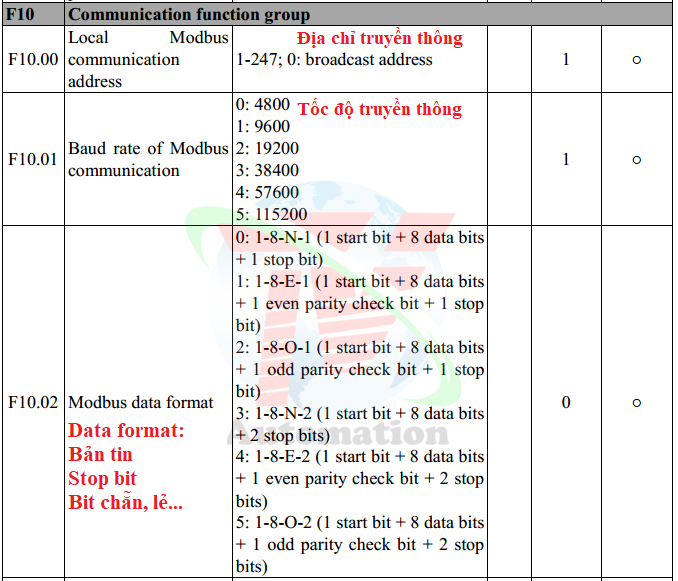
5. Thiết lập cấu hình các thông số truyền thông PLC FX3U
Trong nội dung bài viết này chúng ta chọn thông số tùy chỉnh thiết lập : 9600 – 8 – N – 1Thiết lập những thông số truyền thông trongLệnh ghi thông số kỹ thuật lệnh chạy trong PLC tập đoàn mitsubishi FX3U ghi lệnh chạy cho phát triển thành tần Sinee A90D110 : Ô lưu giữ ghi giá bán trịH001 : Chạy thuậnH002 : Chạy nghịchH005 : Dừng bớt tốcH7015 : Địa chỉ thanh ghi tần số đặt biến chuyển tầnD120 : Thanh ghi ghi quý giá tần sốTrên đây là toàn cục nội dung bài viết : “MODBUS PLC tập đoàn mitsubishi FX3U với biến hóa tần Sinee A90”
https://drive.google.com/file/d/1a
Dpv
MY-gu
YXa_CS7Amtr__Uyh63j
Uv3n/view?usp=sharing
6. Contact MODBUS PLC tập đoàn mitsubishi FX3U với biến đổi tần SINEE A90
Nếu bạn đang có nhu cầu cần tải hay báo giá thiết bị auto hóa hoặc cần tư vấn thêm thì hãy liên hệ ngay với shop chúng tôi để được hỗ trợ một biện pháp tận tâm, hối hả và kết quả nhé!
Địa Chỉ hồ Chí Minh: 36/6 đường số 4, thành phố 5, phường an lạc A, quận Bình Tân, thành phố Hồ Chí Minh.Địa Chỉ Hà Nội: 41/M2, KĐT new Yên Hòa, phường im Hòa, quận cầu Giấy, thành phố Hà NộiDĐ: 0984868617MST: 0316876097Giờ làm việc: T2 – công nhân / 7:30 AM – 5:00 PM








